Official Luthiers Forum!Owned and operated by Lance Kragenbrink |
| It is currently Fri Aug 15, 2025 6:12 pm |
|
All times are UTC - 5 hours |
 
|
Page 1 of 1 |
[ 21 posts ] |
|
| Author | Message | |||||
|---|---|---|---|---|---|---|
| Sprockett |
|
|||||
Joined: Wed Dec 29, 2004 3:25 am Posts: 886 Location: United States |
|
|||||
| Top | ||||||
| Jim Watts |
|
||||||
Joined: Thu May 12, 2005 5:46 am Posts: 2997 Location: United States |
|
||||||
| Top | |||||||
| Sprockett |
|
|||||
Joined: Wed Dec 29, 2004 3:25 am Posts: 886 Location: United States |
|
|||||
| Top | ||||||
| npalen |
|
||||||
Joined: Sat Jan 08, 2005 4:19 am Posts: 1534 Location: United States First name: Nelson Last Name: Palen |
|
||||||
| Top | |||||||
| Rand Kennedy |
|
|||||
Joined: Tue Feb 28, 2006 10:20 am Posts: 24 Location: United States |
|
|||||
| Top | ||||||
| Jim Watts |
|
||||||
Joined: Thu May 12, 2005 5:46 am Posts: 2997 Location: United States |
|
||||||
| Top | |||||||
| Sprockett |
|
|||||
Joined: Wed Dec 29, 2004 3:25 am Posts: 886 Location: United States |
|
|||||
| Top | ||||||
| John Watkins |
|
||||||
Joined: Thu Jun 23, 2005 7:46 am Posts: 580 Location: United States First name: John Last Name: Watkins City: Lake Zurich State: IL Focus: Build Status: Professional |
|
||||||
| Top | |||||||
| John Watkins |
|
||||||
Joined: Thu Jun 23, 2005 7:46 am Posts: 580 Location: United States First name: John Last Name: Watkins City: Lake Zurich State: IL Focus: Build Status: Professional |
|
||||||
| Top | |||||||
| Rand Kennedy |
|
|||||
Joined: Tue Feb 28, 2006 10:20 am Posts: 24 Location: United States |
|
|||||
| Top | ||||||
| npalen |
|
||||||
Joined: Sat Jan 08, 2005 4:19 am Posts: 1534 Location: United States First name: Nelson Last Name: Palen |
|
||||||
| Top | |||||||
| Sprockett |
|
|||||
Joined: Wed Dec 29, 2004 3:25 am Posts: 886 Location: United States |
|
|||||
| Top | ||||||
| npalen |
|
||||||
Joined: Sat Jan 08, 2005 4:19 am Posts: 1534 Location: United States First name: Nelson Last Name: Palen |
|
||||||
| Top | |||||||
| John Watkins |
|
||||||
Joined: Thu Jun 23, 2005 7:46 am Posts: 580 Location: United States First name: John Last Name: Watkins City: Lake Zurich State: IL Focus: Build Status: Professional |
|
||||||
| Top | |||||||
| Sprockett |
|
|||||
Joined: Wed Dec 29, 2004 3:25 am Posts: 886 Location: United States |
|
|||||
| Top | ||||||
| John Watkins |
|
||||||
Joined: Thu Jun 23, 2005 7:46 am Posts: 580 Location: United States First name: John Last Name: Watkins City: Lake Zurich State: IL Focus: Build Status: Professional |
|
||||||
| Top | |||||||
| Sprockett |
|
|||||
Joined: Wed Dec 29, 2004 3:25 am Posts: 886 Location: United States |
|
|||||
| Top | ||||||
| npalen |
|
||||||
Joined: Sat Jan 08, 2005 4:19 am Posts: 1534 Location: United States First name: Nelson Last Name: Palen |
|
||||||
| Top | |||||||
| Sprockett |
|
|||||
Joined: Wed Dec 29, 2004 3:25 am Posts: 886 Location: United States |
|
|||||
| Top | ||||||
| Rand Kennedy |
|
|||||
Joined: Tue Feb 28, 2006 10:20 am Posts: 24 Location: United States |
|
|||||
| Top | ||||||
| Sprockett |
|
|||||
Joined: Wed Dec 29, 2004 3:25 am Posts: 886 Location: United States |
|
|||||
| Top | ||||||
|
|
Page 1 of 1 |
[ 21 posts ] |
|
All times are UTC - 5 hours |
Who is online |
Users browsing this forum: No registered users and 5 guests |
| You cannot post new topics in this forum You cannot reply to topics in this forum You cannot edit your posts in this forum You cannot delete your posts in this forum You cannot post attachments in this forum |






















 , I created this in Rhino this evening and am fighting with Rhino-Cam to do the inner pocket edges:
, I created this in Rhino this evening and am fighting with Rhino-Cam to do the inner pocket edges:
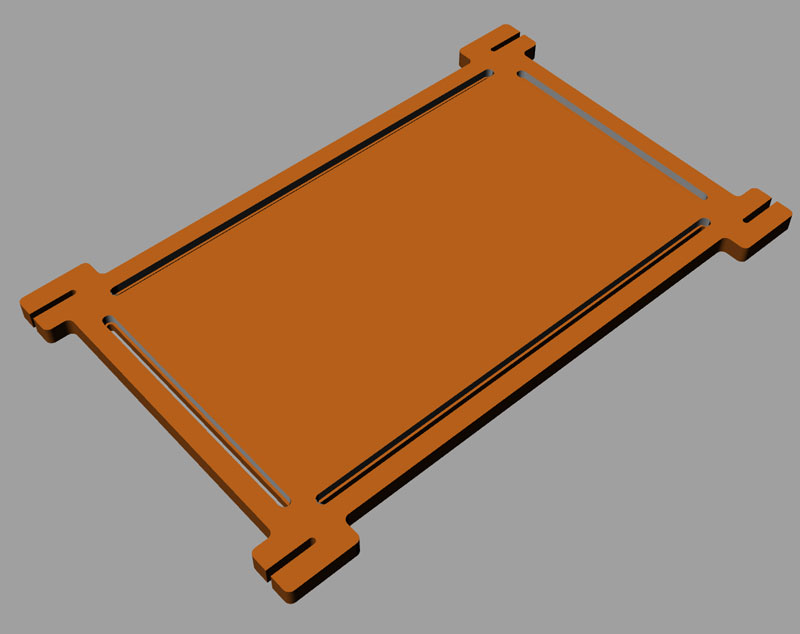





 I could actually write the g-code to do this on my own, it's not hard but I paid money to not have to do that... Sorry but being a software engineer I don't have much tolerance for such obvious bugs, complicated ones I can handle.
I could actually write the g-code to do this on my own, it's not hard but I paid money to not have to do that... Sorry but being a software engineer I don't have much tolerance for such obvious bugs, complicated ones I can handle.